Изготовление ножа на "коленке".
Переходим к отверстию под заклепку. Его в домашних условиях невозможно просверлить ни обычным сверлом, ни победитовым. Его вообще просверлить очень трудно. Но это нам и не нужно! Ведь в школе, не уроках химии, мы изучали электролиз. Именно эта технология и поможет нам сейчас.Для этого нам потребуется выпрямитель тока. Я воспользовался самодельным, с напряжением 0-27В, но думаю подойдет и какой-нибудь китайский, от бытовой техники. Вообще-то, насколько я помню смысл технологии, здесь важно не напряжение, а сила тока. Но это вы и сами выясните, почитав умные книжки, или методом тыка – кому как нравится.
Теперь приготовим электролит. Для этого наберем в пол-литровую банку теплой воды и насыпем в нее ложку повареной соли (NaCl). Размешиваем… Все, электролит готов!
После этого надо подготовить заготовку. Сначала покрываем ту часть, которая будет погружена в электролит, парой слоев быстросохнущего лака. Я взял черный цапонлак. Но практика показывает, что такой изоляции недостаточно, поэтому сверху перематываем это все парой слоев изоленты. Это делается до того, как окончательно высохнет второй слой лака. Не натягивайте ее слишком сильно. На конце хвостовика свободный выход изоленты нагреваем на огне и, загибая вверх, прижимаем пальцем к хвостовику. Обычно это надежно герметизирует, но даже если электролит и попадет туда, ничего особенно страшного не произойдет. Во-первых, там лак. А во-вторых, именно по этой причине мы и не стали его обтачивать.
Для того, чтобы сделать отверстие, необходимо обеспечить доступ электролита к заготовке в нужных местах. Размечаем на изоленте место, где будет находиться отверстие, с обеих сторон. Прожигать отверстие с обеих сторон одновременно получается не только быстрее, но и ровнее. Размеченные отверстия должны быть меньше в диаметре чем те, которые необходимо получить.
Вырезаем отверстия в изоленте по разметке. Имейте ввиду, что после того, как вы их вырежете, они примут овальную форму, вытянувшись поперек хвостовика. Бороться с этим нужно сразу двумя способами. О первом я уже говорил – не натягивайте изоленту во время наматывания. Второй – вырезайте отверстия немного овальными, но вытянутыми вдоль клинка.
В прорезанное отверстие капаем лак и надавливаем на изоленту по краям отверстия. Оттуда выходят пузырьки воздуха. Отпускаем изоленту – лак уходит под нее. Держим заготовку горизонтально, ждем, пока высохнет. Переворачиваем и повторяем то же самое с другой стороны. Когда все просохло, берем острое шило и счищаем слой лака там, где необходим контакт заготовки с электролитом.
 >
>Описание подготовки к электролизу занимает много времени, но проводится гораздо быстрее (с опытом, разумеется). Но для начала рекомендую попробовать прожечь отверстие в каком-нибудь ненужном кусочке полотна, чтобы ненароком не испортить заготовку.
Пришло время электролиза! Опускаем заготовку в электролит. Естественно, электролит не должен касаться заготовки нигде, кроме того места, где будет отверстие, поэтому заготовку желательно закрепить от случайного съезжания. Подключаем плюсовой провод от выпрямителя при помощи «крокодила» к заготовке, а минусовой опускаем в электролит. Я предпочитаю такую полярность потому, что вокруг отрицательного электрода образуется много пузырьков, и, если поменять полярность, пузырьки будут мешать доступу электролита к заготовке. Провод следует брать медный и не слишком тонкий. После включения выпрямителя коснитесь отрицательным электродом тех участков заготовки, которые собираетесь прожечь, прямо в электролите. Убедитесь, что процесс пошел (вокруг отрицательного электрода появилось множество пузырьков).
Все это выглядит примерно так.
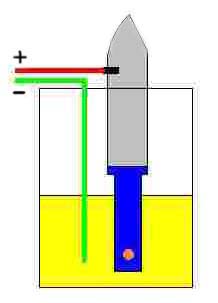 >
>На схеме синим цветом выделена изолированная часть клинка, серым – неизолированная, оранжевым – прожигаемое отверстие, желтым – электролит; красный провод – плюс, зеленый – минус.
В этой статье я не буду рассматривать электролиз с точки зрения химии и физики. Это отклонение от темы. Так что если Вам, как и мне, нравится понимать, что именно Вы делаете, то ищите материалы по этой теме самостоятельно. Они есть и в сети и в учебнике химии.
Время, необходимое на прожигание отверстия, зависит от силы тока. Но ориентируйтесь на 0,5-3 часа. Заготовку необходимо периодически вынимать и проверять диаметр отверстия. Для этого можно изготовить один инструмент. Берем гвоздь – двухсотку. Отпиливаем или откусываем шляпку. Зажимаем в патрон электродрели со стороны бывшей шляпки, включаем дрель и прикладываем к острию напильник под нужным углом. В результате получаем конус, которым удобно замерять внутренний диаметр круглого отверстия.
Остановить электролиз нужно до того, как отверстие достигло нужного диаметра. Дело в том, что оно получается не совсем круглым, и стенки у него не совсем прямые.
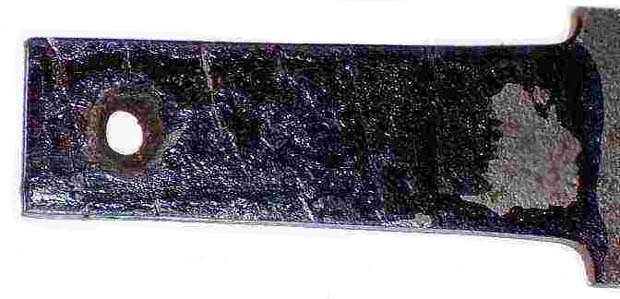 >
>Для того, чтобы выровнять его и расточить под нужный диаметр используются или конические корундовые шарошки, или алмазные шарошки стоматологов разнообразной формы. Первые берутся на строительном или инструментальном рынке, вторые – в «Медтехнике» или у стоматологов.
Зажимаем шарошку в дрель и просто выравниваем отверстие изнутри, пока не достигаем желаемого результата. Тут и описывать то особо нечего.
 >
>Основные преимущества электролиза:
1. Это легкий способ получения отверстий разного диаметра (Для разных целей я прожигал отверстия от 2 до 10 мм).
2. Не требует дорогостоящего оборудования.
3. Заготовка практически не подвергается воздействию перепадов температуры. Конечно, небольшое нагревание имеет место, поэтому не стоит применять для изоляции парафин. Но по сравнению с таким методом, как прожигание электросваркой, температуру во время электролиза можно считать постоянной (очень не рекомендую пользоваться электросваркой: все ножи были сломаны при незначительной нагрузке, даже если в них использовался монопластинчатый монтаж).
Теперь следует подготовить заклепку, при помощи которой хвостовик будет закреплен в рукояти. Лучше всего взять латунный прут диаметром 4-6 мм. Болтики этого диаметра используются в сантехнике, можно сделать заклепки из них. Я использовал для заклепок Г-образный латунный прут, который держит поплавок на шаровом кране (в бочке, пардон, унитаза). Если его выпрямить, то полезная длина составит около 270 мм при диаметре 5 мм.
Диаметр заклепки должен быть немного меньше диаметра отверстия на хвостовике. Что под что подгонять – дело ваше. Длину заклепки мы определим во время изготовление рукояти.
Переходим к следующей процедуре – выведению спусков. Вогнутые спуски выводятся не станке довольно легко, камень то круглый. Попробовать их сделать попозже конечно стоит, хотя бы ради практики. Они хорошо подходят для надрезания, но хуже для сквозного реза. Плоский клин – нечто среднее по своим свойствам. Но он слишком сложный и трудоемкий, если выводить от обуха, то обух должен быть гораздо толще 2 мм.
А мы будем выводить слабовыгнутые «линзовидные» спуски. Подобные спуски делают на японских клинках. Они великолепно подходят для сквозного реза.
Спуски должны быть одинаковой ширины, иметь одинаковый угол и заканчиваться одновременно и четко. По поводу первых двух пунктов – практика, практика и еще раз практика.
Теперь по поводу того, что спуски должны заканчиваться одновременно и четко. Для этого я использую очень простой стопор – все ту же изоленту. Перематываем ей клинок несколько раз в том месте, где должны заканчиваться спуски – и вперед! Вот как это выглядит в процессе работы.
 >
>Не забывайте почаще охлаждать клинок. Чем меньше будет диапазон перепадов температур – тем лучше.
Выводить спуски – очень тяжелое и утомительное занятие, особенно с непривычки. Поэтому не точите дольше, чем полчаса - час подряд. Отойдите от станка, займитесь чем-нибудь другим, а когда отдохнете, можете снова возвращаться к работе. Иначе начнете спешить, раздражаться, угробите заготовку, а потом вообще бросите все это дело. Лучше работать по полчаса в день и закончить спуски за неделю.
Во время работы периодически останавливайтесь и контролируйте качество спусков. Они должны быть абсолютно симметричны. Ширину спусков можно контролировать на глаз. Геометрию и равномерность контролируйте на ощупь, проводя большим и указательным пальцами по всей длине спусков с обеих сторон одновременно.
Главная сложность тут в том, что нельзя смотреть на обе стороны одновременно. Но за исключением двух мест! Первое – там, где режущая кромка переходит в пятку. Второе – там, где обух переходит в острие. Обращайте особое внимание именно на эти места.
Не пытайтесь сразу добиться бритвенной остроты при выведении спусков. После завершения этого этапа режущая кромка будет еще довольно тупой.
Когда закончите со спусками, снимите неровности с плоскости клинка. На хвостовике сделаем небольшие асимметричные выемки для лучшей фиксации в рукояти. Торец хвостовика немного скругляем и затачиваем. Вот что должно получиться.
 >
>Теперь приступаем к самому нудному – шлифовке и полировке. Это нужно, во-первых, для защиты от коррозии, во-вторых для более качественного сквозного реза.
Этап первый. Кладем заготовку на стол, берем небольшой средне-грубый камень, и начинаем его ребром стачивать все неровности, которые остались после обработки наждаком. Проводим бруском вдоль клинка туда и обратно. Много раз. И так до тех пор, пока поверхность не станет однородной.
 >
>Этап второй. Берем большой и длинный прямоугольный камень средней дисперсности. Кладем на стол и по возможности закрепляем. На этом камне выравниваем спуски и выводим режущую кромку.
 >
>Этап третий. Устанавливаем на наждак вулканитовый диск. Прекрасная штука для предварительной полировки. При полировке на нем, также как и на обычном наждаке, почаще обмакивайте заготовку в воду. Вот что получается после полировки.
 >
>Вообще, конечно, можно было отполировать клинок и получше. Даже желательно, так как это защищает его от коррозии (уменьшается площадь поверхности, контактирующей с агрессивной средой). Но сделать этого без дополнительного оборудования практически невозможно – сталь очень твердая и вручную не полируется.
Если нет вулканитового диска, можно воспользоваться войлочными кругами и абразивными пастами разной дисперсности. Принцип тот же – от большей дисперсности, к меньшей.
На этом заканчиваем работу с клинком и переходим к втулке.